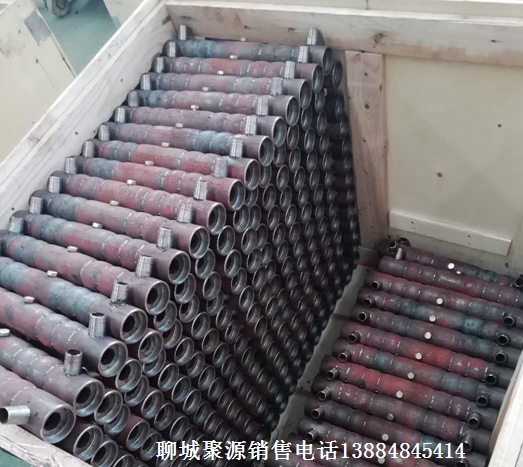
高强度热挤压灌浆套筒
更新:2019-02-15 22:04:16 点击:
- 品牌:
- 型号:

产品介绍
高强度热挤压灌浆套筒工艺过程
(1)下料。将整根的30Mn棒料剪切成φ35×54.9mm。剪切斜度不得大于0.5mm,剪切后的坯料断面不许有剪切毛刺。
(2)加热。加热设备选用中频感应加热炉,钢温不低于1200℃,采用流水加热,坯料中心与表面的温差不大于50℃。
(3)镦粗预制坯。为便于毛坯在凹模腔内准确定位,将加热坯料外径镦粗至φ41.3mm(预制坯高度H≈40mm)。
(4)热挤压。将镦粗后的毛坯放在反挤压模内挤压。开始挤压温度为1150~1200℃,终止挤压温度不得低于900℃,挤压件的中心偏差为0.3mm,上口高低不平度不得大于5mm,弯曲度在66mm长度内不得大于0.25mm。
(5)热处理。采用余热退火处理,挤压件退火处理后的硬度为207~240HB。
(6)清理。热处理后挤压件应进行酸洗清理,清理后的挤压件表面不许有过蚀麻点和残留氧化铁皮存在。
更多产品